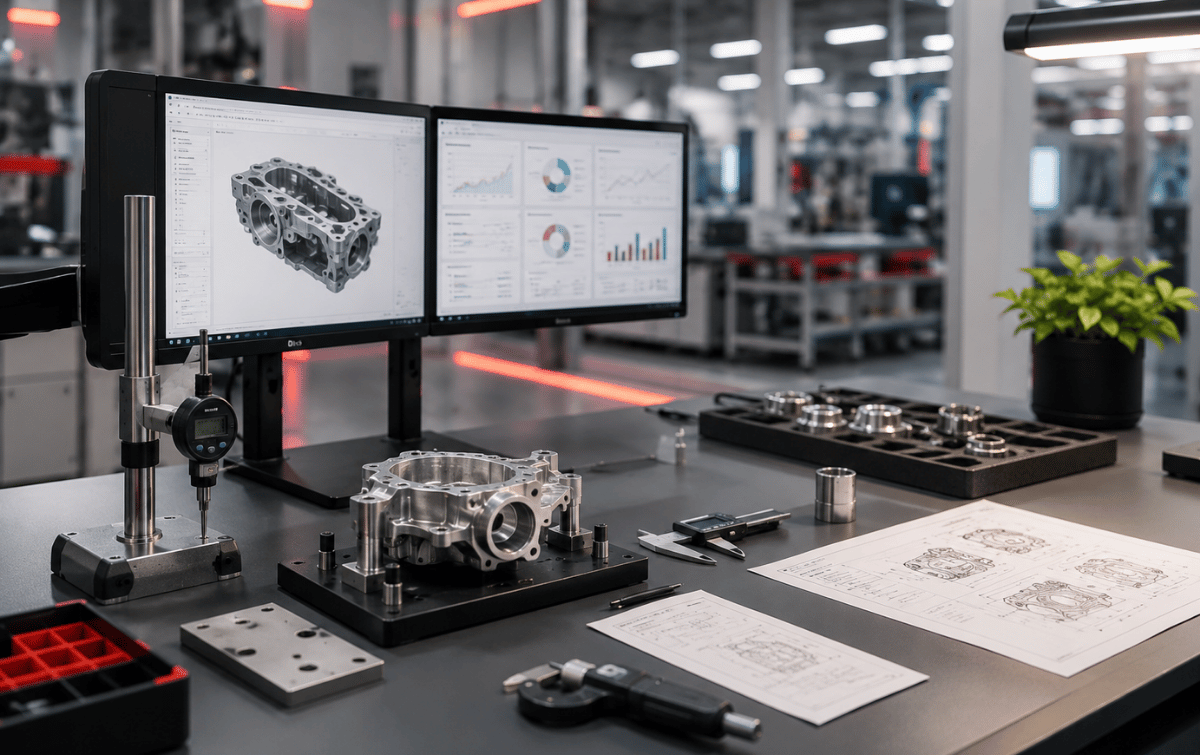
Every number a quality system relies on comes from a measurement, and every measurement has error in it. MSA is the Core Tool that asks the uncomfortable question the others assume away: can you actually trust your gauge? If the answer is no, every control chart, capability study and inspection result downstream is measuring the measurement system as much as the part.
Measurement System Analysis evaluates the whole measurement system, the gauge, the operator, the method and the environment, to confirm that the variation you observe is real part-to-part variation and not noise introduced by the way you measure. Governed by the AIAG MSA manual, it is what separates data you can act on from data that merely looks precise.
The common rule of thumb for a Gauge R&R: under 10% of total variation is acceptable, 10 to 30% is marginal and depends on the application and cost, and over 30% is unacceptable. The number of distinct categories the system can reliably tell apart should be five or more. If a system fails, the fix is the system, not the data it has already produced.
MSA is the foundation the measurement-dependent tools stand on. A control plan specifies what to measure, Statistical Process Control charts what you measure, and a capability study judges it against specification. All three inherit whatever error the measurement system carries. Run MSA first, or you are building on sand.
Measurement System Analysis. It is the study of whether a measurement system, gauge, operator, method and environment, is accurate and repeatable enough to trust the data it produces.
The main MSA study, measuring Repeatability (one operator, same part, repeated) and Reproducibility (different operators). It quantifies how much of your observed variation comes from the measurement system rather than the parts.
As a rule of thumb, under 10% of total variation is acceptable, 10 to 30% is marginal, and over 30% is unacceptable. The measurement system should also distinguish at least five distinct categories.
MSA is statistics applied to hardware, which is exactly the kind of content that loses a room in a slide deck and lands in short, worked-example video. The IATF 16949 channel REAS built and runs for the International Automotive Oversight Bureau explains tools like this at scale, grown to 12,000+ subscribers on a BSI ISO 9001 certified production process (FS 763439).
Read the five Core Tools explained, the companion guide to Statistical Process Control, and what IATF 16949 is. See how REAS approaches video production for standards and certification bodies, or book a strategy call.














.png)



.png)